
Surface Finish
The efficiency of a head gasket to seal and the life of the gasket vary according to the gasket design, material and coatings.
Scratching the surface on
"Surface Finish"
How cylinder block and cylinder head surface finishes impact on head gasket reliability.
The efficiency of a head gasket to seal and the life of the gasket vary according to the gasket design, material and coatings. However, surface finish of the cylinder head and cylinder block play an important role in successful gasket sealing, which greatly affects gasket reliability. To achieve a proper seal, the finish on the face of the cylinder head and the block deck must be relatively flat, smooth and clean. Deep scratches on either surface, corrosion, pitting, gouges, excessive roughness or waviness can all reduce a gasket's ability to seal, and allow combusion gases and/or coolant to leak. In short, a poor surface will produce a poor seal. When replacing a head gasket, it's extremely important to inspect the surface finish on the cylinder head and engine block to be certain both are within acceptable tolerances.
Head gasket materials have changed significantly, with the replacement of asbestos based materials with graphite composite and steel-shim or multi-layer steel designs. Each design requires different cylinder head and block surface finishes. Head gaskets must provide both macro and micro sealing.
Macro Sealing
Macro Sealing, whilst influenced by the design and construction of the gasket, is governed by head bolt load and cylinder head / block face finish, flatness and waviness. Surface pressures of up to 10kg/mm2 for petrol combustion cylinders, 20kg/mm2 for turbocharged diesel combustion cylinders, up to 1kg/mm2 for oil drain-back holes, up to 1.5kg/mm2 for oil pressure feed holes and up to 0.5kg/mm2 for water/coolant holes, are used.
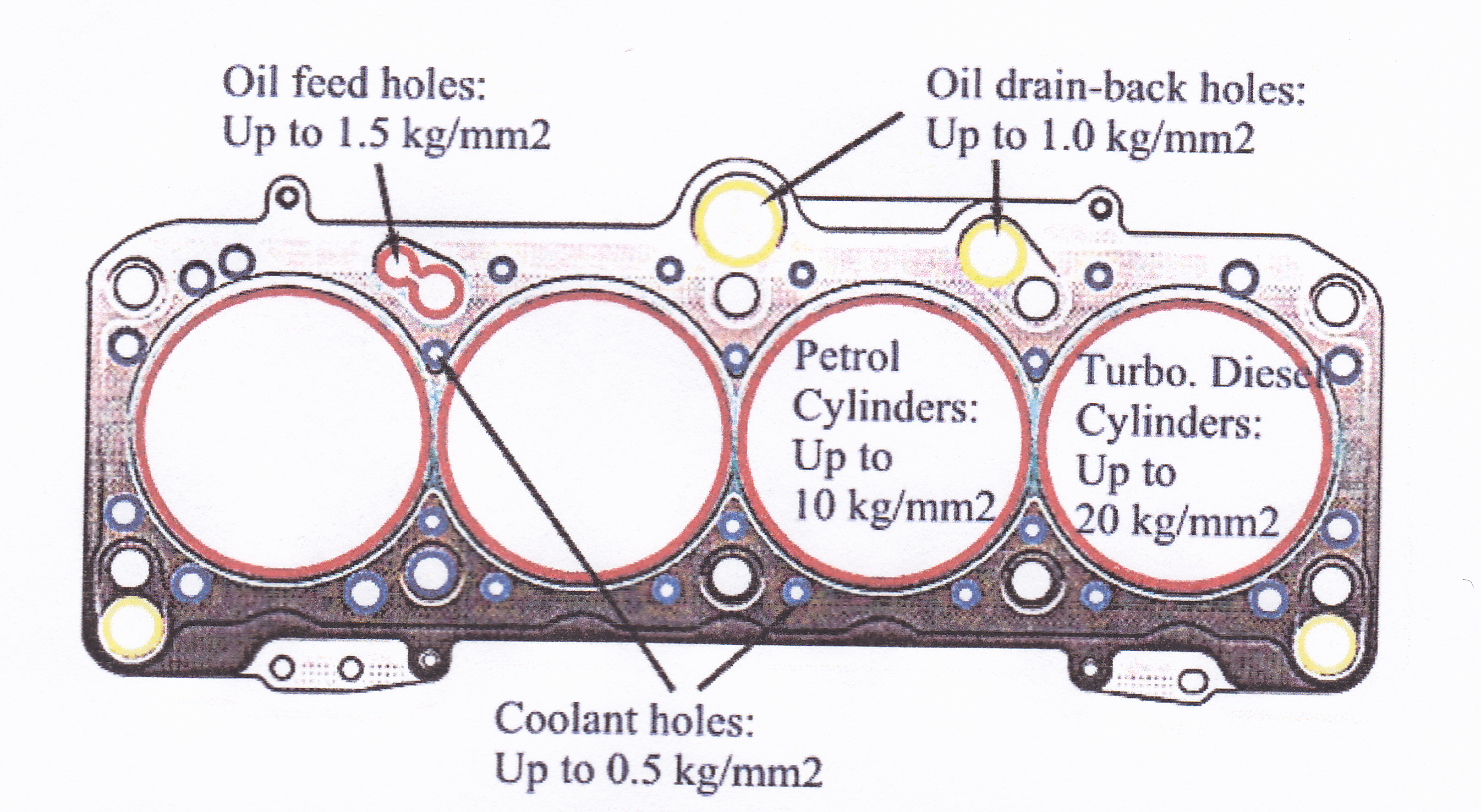
In engines using cylinder liners, the liner-flange protrusion and the variation between adjacent liner flange protrustions also have a large influence on the ability of the head gasket to successfully seal. These pressures are often achieved by the use of silicon beads on composite gaskets, pressed deformation beads on steel shim gaskets and, bore binding and wire rings inside bore bindings.
Waviness describes the undulation or waves across the surface of the metal. Waves should not exceed a mazimum height of 10um for wave peaks between 0.76mm and 2.54mm apart. For wave peaks with a spacing greater than 2.54mm, the wave height should not exceed a maximum of 20um. There should be no wave peaks with a spacing of less than 0.76mm, and it is important that there be no sudden irregularities in the surface that exceed 25um, or out of flat plus or minus 25um across a 76.2mm section in any direction.

Micro Sealing
Micro sealing is the gasket's ability to seal small grooves, scratches and imperfections on the cylinder head and cylinder block surfaces. The coating on the gasket plays an essential role here. Surface coatings include 25um NBR (rubber), silicon or FPM (Fluoropolymer/Viton) or, on MLS gaskets may include 10um NBR, silicon or FPM coatings on intermediate layers.
There is a fine line. Too rough a surface finish can be hard on the gasket. A rough finish digs into the gasket more aggressively. This can increase the scuffing and shearing the gasket undergoes as the engine heats up and cools down. In bimetal engines with aluminium cylinder heads, this can be especially hard on the gasket because of the difference in expansion rates between aluminium and iron. If the surface finish is too smooth, it may not provide enough bite to hold and seal a head gasket securely. There can also be movement between the gasket and metal, causing the gasket to abrade and leak.
Each gasket design works best when matched with a suitable surface finish. Surface roughness is measured as Ra, which is the average roughness height, or Rz, which is the average peak to valley roughness height. Cylinder block and cylinder head surface finishes should be relatively smooth, minimising shear forces on the gasket and maximising heat transfer when using composite graphite gaskets.
| These gaskets are relatively fragile due to the inherit properties of the graphite and will fail if they experience excessive shearing forces. These gaskets will nearly always have solid stainless steel support/spacer rings inside the bore binding of each cylinder. If the head and/or block are aluminium, the surface finish should be less than 1.5um Ra. | 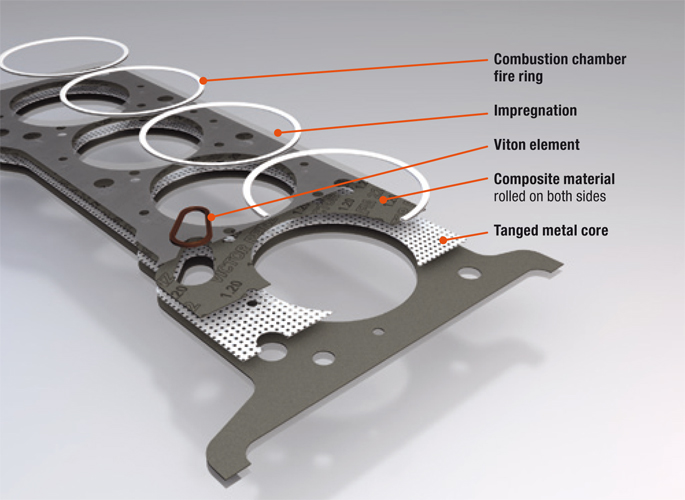 |
 |
Multi-layered steel gaskets also require very fine surface finishes, although not to minimise shearing forces. The steel layers cannot conform to block or head surface irregularities as composite gaskets do and rely exclusively on the gasket coatings and clamping loads for sealing. |
While the general recommendation for an aluminium head and/or block surface finish is less than 0.75um Ra, it is not uncommon to see the specification as less than 0.35 um Ra. The traditional fear of too-fine surface finish is the susceptibility of cold sealability, however this is less a problem with composite graphite and MLS gaskets.
| COMPOSITE GASKET | STEEL SHIM GASKET | |
| ALUMINIUM | 1.0 - 1.5 um Ra (40 - 60 u) | 0.5 - 0.75 um Ra (20 - 30 u) |
| CAST IRON | 1.5 - 2.0 um Ra (60 - 80 u) | 1.5 - 1.75 um Ra (60 - 70 u) |
|
General Recommendations for Surface Finish by Gasket Design |
||
A profilometer is a surface roughness tester used to accurately measure the surface finish. A diamond tipped stylus is dragged across the surface to measure and calculate the surface finish.
Surface Flaws
The surfaces of both the head and block should be carefully inspected for pitting, corrosion, metal erosion (common on high mileage aluminium heads around combustion chambers), gouges and cracks; particularly those that lead to the edges of any combustion, coolant or oil holes. Any flaw which creates a cavity, low spot, valley, depression or ridge on the surface of the metal creates a potential leak path. One of the most common cooling additives, Glycol, has high 'wicking' properties and any significant scratch or machining groove that leads from a coolant hole to a conbustion hole, oil hole or the exterior of the engine, can result in the coolant tracking to that point. Once the surface of the groove is coated with coolant additives, it is unlikely the gasket coating will ever seal correctly at that point. Ideally, the engine shoud initially be filled with demineralised water and then warmed to operating temperature, cooled down and the head bolts re-tensioned (if required) before cooling additive is added. Using a thicker gasket that has a thicker soft facing can compensate somewhat for a rougher surface, but such gaskets don't retain torque well and are less durable.
|
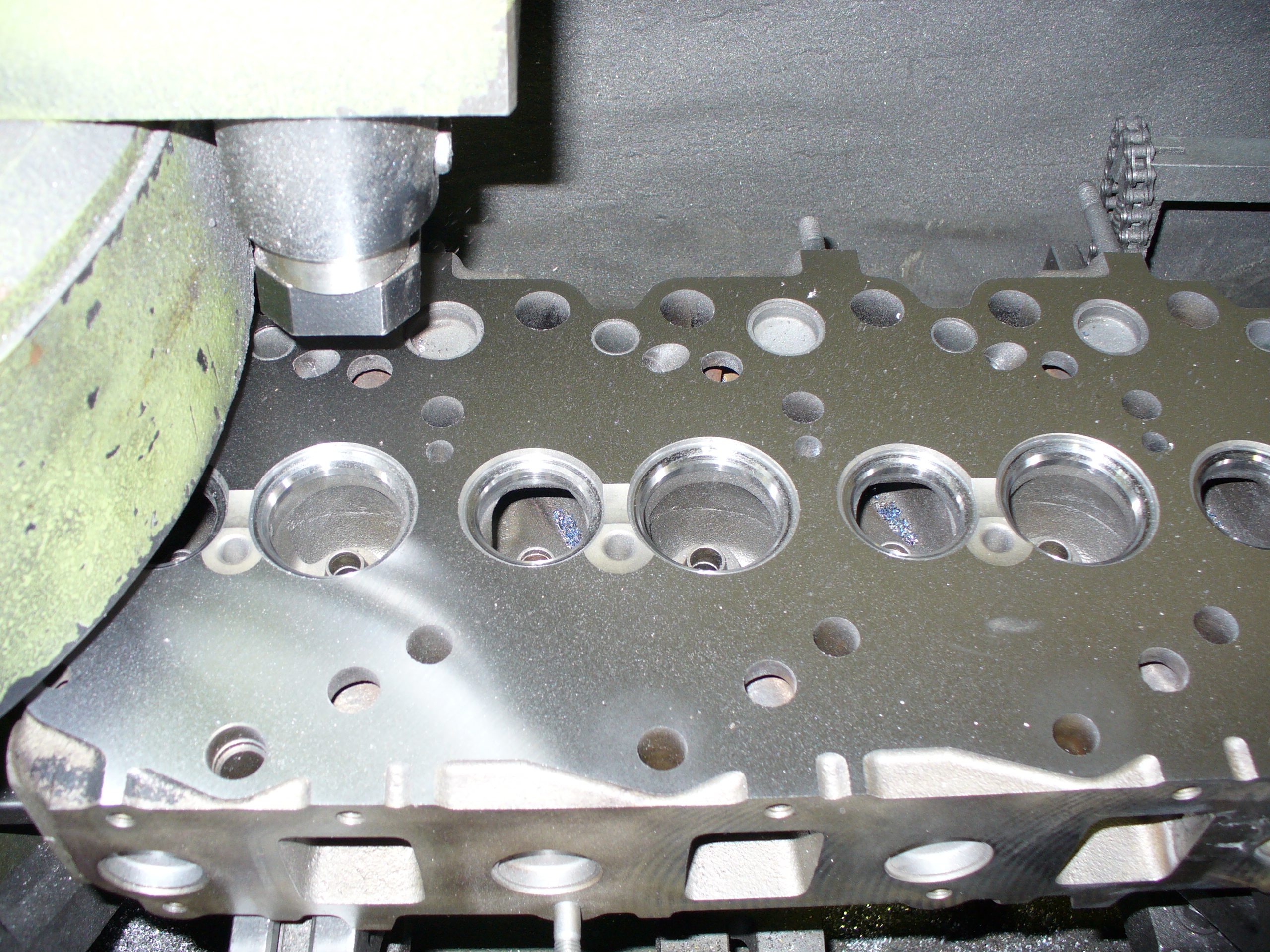
Any surface flaws that are found should be eliminated by re-surfacing the head or block. Note that the areas between cylinders on the block, between the combustion chambers on the head, and where the combustion armour of the head gasket seats around the cylinders on both surfaces, are the most highly stressed sealing areas and require particular attention. Resurfacing a head or block doesn't necessarily guarantee flatness or the proper surface finish if the correct technique is not used. The use of belt sanders can create parallel scratches, which are prone to leakage. Hand sanding the surface of a head or block with an abrasive pad is not recommended, nor is refinishing with any type of hand-held power sanding equipment. Hand sanding and power sanding can leave high and low spots that can cause sealing problems. All surface refinishing should be done in a machine shop with the correct equipment. |
|
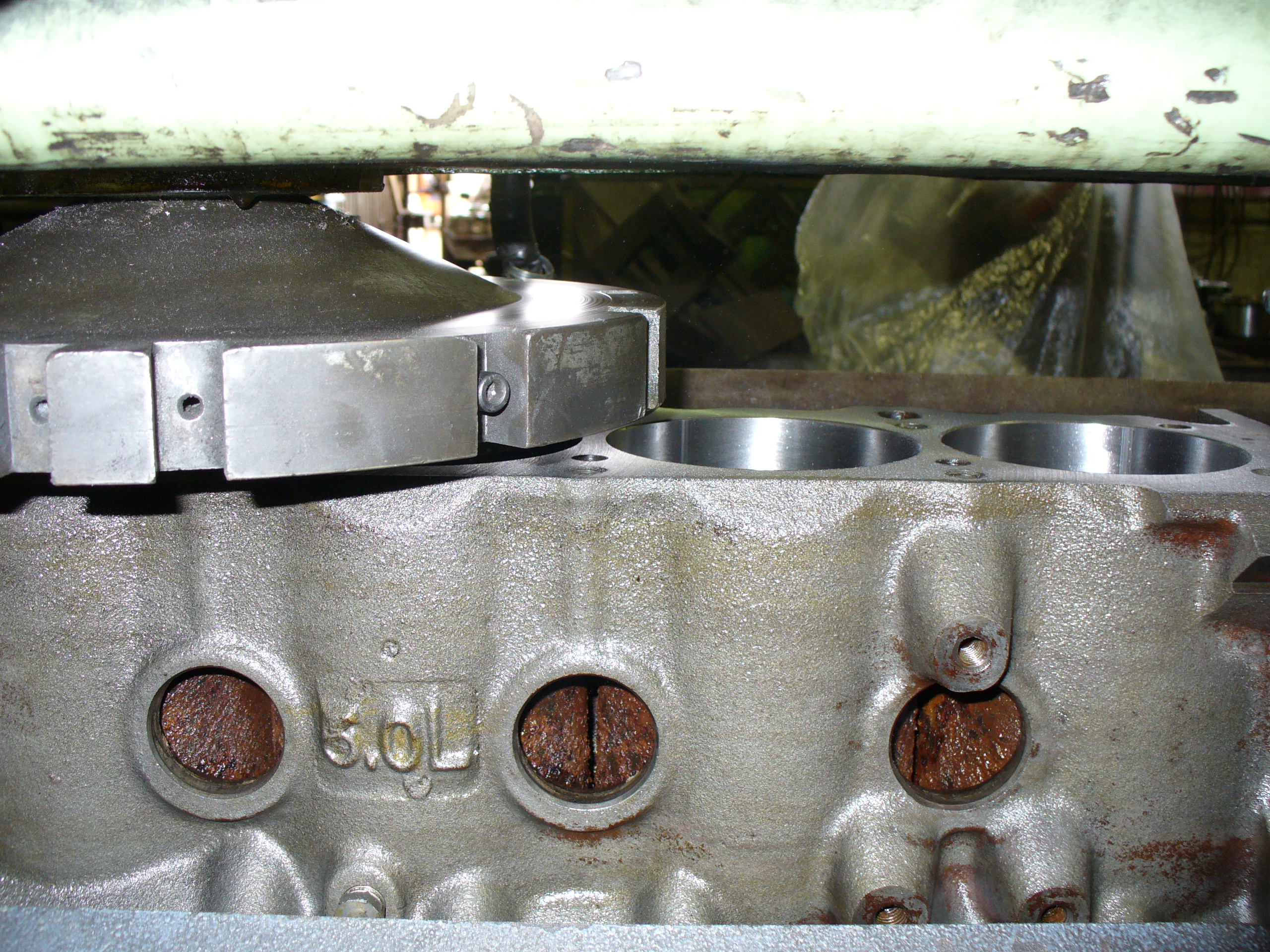
BLOCK FACING Acceptable cylinder head and cylinder block surface finishes cannot be obtained using planner style surface grinders or hand-held disc grinders (eg. Scotchbrite pads - click here for more information).
|

Additional manufacturer specifications must also be followed to ensure successful head gasket sealing. Head bolt tensions and sequences, and other specifications of cylinder head and block flatness must be adhered to. The use of additional sealants should only be used if recommended by the manufacturer. Added sealants are usually only required on gaskets which are not pre-coated, which usually only apply to older style engines. Use of sealants could affect a head gaskets ability by causing an uneven loading or loss of torque retention with the added thicness, or react with the gasket's silicone coating causing deterioration of the gasket. Cold seal could be affected - which is the ability of the gasket to seal coolant until the engine is first started; or, cold flow could be affected - which is where the characteristics of the coating material creep as the gasket is loaded, affecting the ability to seal small scratches and imperfections in the block and head surfaces. Sealants can also reduce the shearing forces that are applied to the gasket surfaces by thermal expansion of the cylinder and block. It is therefore the case that manufacturer warranties are often void if sealants are used without the manufacturer's recommendation.
Being certain that the correct surface finish on the cylinder block and cylinder head has been achieved, will ensure head gasket reliability. Contact us for more information on our block facing or head facing procedures.







